
- دقیقه 12
- 1546
- 2 نظر

به قلم محمدجواد تاج الدین
6 بهمن 1402
جوشکاری یک روش کاربردی، مقاوم و قابل اعتماد برای اتصال دو قطعه کار است. در این مقاله قرار است انواع روش های جوشکاری را معرفی کرده و کاربرد هرکدام را توضیح دهیم. یک استاد جوشکاری باید بداند در چه زمانی از چه روش و متریالی برای اتصال دو قطعه کار استفاده کند. آشنایی با روش های مختلف جوشکاری میتواند بازدهی و سرعت عمل شما را در هنگام کار افزایش دهد.
رونیکس را بخوانید.
جوشکاری چیست؟
در ابتدا بهتر است تعریفی ساده از جوشکاری ارائه دهیم. جوشکاری به عملیاتی میگویند که طی آن، دو قطعه کار به هم اتصال دائمی پیدا میکنند. شاید برخی خیال کنند جوشکاری تنها از طریق الکترود و دستگاه جوش انجام میگیرد. اما اینطور نیست.
در صنایع و بر اساس جنس مواد قطعه کار، انواع روش های جوشکاری وجود دارد. این عملیات در دو دسته کلی تعریف میشود:
- جوشکاری ذوبی
- جوشکاری غیر ذوبی
بیشتر بخوانید:راهنمای خرید سنگ فرز
آشنایی با جوشکاری ذوبی و معرفی انواع آن
در ادامه مقاله آشنایی با روش های مختلف جوشکاری به سراغ روش ذوبی میرویم. همانطور که از نام این روش مشخص است، در جوشکاری ذوبی، دو قطعه کار به دلیل حرارت عملیات جوشکاری ذوب میشوند.
این مواد مذاب فاصله بین دو قطعه کار را پر کرده و باعث اتصال آنها میشود. روش جوشکاری ذوبی انواع مختلفی دارد که در ادامه به آنها میپردازیم.
جوشکاری قوسی
جوشکاری قوسی اصلیترین دسته بندی در مدل ذوبی است. در این روش از از قوس الکتریکی برای ایجاد گرمای مورد نیاز استفاده می شود. قوس الکتریکی یک تخلیه الکتریکی در گاز است که توسط اختلاف پتانسیل بین یک الکترود و قطعه کار ایجاد میشود. قوس الکتریکی میتواند بسیار داغ باشد و دمای فلزات را تا نقطه ذوب بالا ببرد.
بیشتر بخوانید: جوشکاری میگ چیست؟
جوشکاری قوسی انواع مختلفی دارد که در ادامه به آنها اشاره میکنیم.
جوشکاری قوسی با الکترود دستی
جوشکاری قوسی با الکترود دستی یک روش جوشکاری سنتی است که در آن از یک الکترود مصرف شونده برای ایجاد قوس الکتریکی استفاده میشود.
الکترود معمولاً یک میله فلزی است که با یک پوشش فلزی یا غیر فلزی پوشانده شده است. پوشش الکترود برای محافظت از قوس الکتریکی و ایجاد سرباره استفاده می شود.

جوشکاری یک روش نسبتاً ساده و مقرون به صرفه است که برای طیف گستردهای از کاربردها، مورد استفاده قرار میگیرد. این روش برای جوشکاری فولاد کربنی، فولاد ضد زنگ و سایر فلزات آهنی مناسب است.
در این روش علاوه بر الکترود، به یک دستگاه جوش نیز احتیاج دارید. رونیکس به عنوان متنوعترین برند سازنده ابزار در ایران، دستگاههای جوشکاری مقاوم و پرقدرتی ساخته و به بازار عرضه کردهاست.
اینورتر جوشکاری 200 آمپر توربو فن پلاس نمونهای از این ابزار است. در اینورتر باکیفیت و حرفهای RH-4604 رونیکس، علاوه بر ولوم تنظیم شدت جریان جوشکاری، ولوم Arc Force نیز تعبیه شده است. فناوری IGBT در این دستگاه اینورتر به کاربران کمک میکند تا کیفیت و نفوذ جوش را افزایش دهند و در عین حال، بازدهی دستگاه با کاهش مصرف انرژی افزایش مییابد.
بیشتر بخوانید: جوشکاری اصطکاکی چیست؟ | آشنایی با 5 روش جوشکاری اصطکاکی + کاربرد هر روش
این دستگاه از 4 سیستم حفاظتی ولتاژ، شدت جریان، دما و اورلود بهره میبرد. افزونبراین، در بیشتر اینورترهای موجود در بازار، از سوئیچهای 30 آمپر استفاده میشود؛ اما استفاده از سوئیچ 40 آمپر پلاتین از جنس مس با درجهی خلوص بالا در اینورتر RH-4604 رونیکس باعث میشود تا با بالارفتن آمپراژ سوئیچ بتوانید نوسانات برق ورودی دستگاه را کنترل کنید. وجود این مزیت، استهلاک را کاهش داده و افزایش طول عمر دستگاه را به دنبال دارد.
استفاده تکنولوژی توربو فن پلاس در قسمت پشتی دستگاه، 4 دیود 60 آمپر و یک ترانس کاهنده باکیفیت و ظرفیت اشباع بالا، از دیگر ویژگیهای مهم اینورتر RH-4604 رونیکس هستند. اینورتر جوشکاری RH-4604 رونیکس، یک اینورتر 200 آمپر واقعی است که قابلیت 20 دقیقه جوشکاری بیوقفه را با سیمجوشهای روکشدار تا سایز 5 ارائه میدهد.
بیشتر بخوانید:مزایای اینورتر جوشکاری چیست؟
جوشکاری قوسی زیر پودری
جوشکاری قوسی زیر پودری یک روش جوشکاری خودکار یا نیمه خودکار است که در آن از یک سیم مصرف شونده برای ایجاد قوس الکتریکی استفاده می شود. سیم SAW معمولاً یک لوله فلزی است که با پودر جوش پر شده است. پودر جوش برای محافظت از قوس الکتریکی، ایجاد سرباره و بهبود خواص جوش استفاده میشود.
جوشکاری زیر پودری یک روش بسیار سریع و کارآمد است که برای جوشکاری فلزات با ضخامت زیاد مناسب است. این روش برای جوشکاری فولاد کربنی، فولاد ضد زنگ، آلومینیوم و سایر فلزات استفاده میشود.
جوشکاری قوسی تو پودری
جوشکاری قوسی توپودری (FCAW) یک روش جوشکاری خودکار یا نیمه خودکار است که در آن از یک سیم مصرف شونده برای ایجاد قوس الکتریکی استفاده می شود. سیم FCAW معمولاً یک لوله فلزی است که با پودر جوش پر شده است. پودر جوش برای محافظت از قوس الکتریکی، ایجاد سرباره و بهبود خواص جوش استفاده می شود.جوشکاری قوس الکتریکی توپودری به نوشته سایت یک دو سه صنعت عبارتست از:
“آشنایی با فرآیند جوشکاری توپودری
فرآیند جوشکاری توپودری که یک نوع فرآیند جوشکاری قوسی است با نام FCAW که مخفف Flux cored arc welding است شناخته می شود. این فرآیند جوشکاری به صورت نیمه اتوماتیک انجام می شود و بسیار شبیه به جوشکاری قوسی در پناه گاز محافظ فعال MAG است بطوریکه از تجهیزات مشابه با این فرآیند مانند منبع تغذیه جوشکاری با ولتاژ ثابت و تجهیزات مشابه با جوشکاری MAG استفاده می کند.
فرآیند جوشکاری توپودری برای اولین بار در دهه ۱۹۵۰ میلادی به عنوان جایگزینی برای جوشکاری قوسی با الکترود دستی (SMAW) معرفی شد. تغذیه یکنواخت سیم جوش در این فرآیند جوشکاری یکی مهمترین مزیت های آن در برابر جوشکاری قوسی با الکترود دستی می باشد.
فرآیند جوشکاری توپودری را هم می توان به همراه تغذیه گاز محافظ و هم بدون آن انجام داد اما توصیه می شود برای ایجاد یک جوش با کیفیت بیشتر آن را در پناه گاز محافظ انجام بدهند.
آشنایی با فرآیند جوشکاری توپودری (FCAW)
جوشکاری توپودری چطوری انجام می شود؟
جوشکاری توپودری (FCAW) از گرمای تولید شده توسط قوس الکتریکی برای جوشکاری فلز پایه در ناحیه اتصال جوش استفاده می کند. این قوس بین قطعه کار فلزی و سیم جوش مصرف شونده که به طور مداوم تغذیه می شود، زده می شود. سیم جوش و قطعه کار فلزی با هم ذوب می شوند و یک اتصال جوش را تشکیل می دهند. تا اینجا مکانیزم انجام جوشکاری توپودری شبیه به جوشکاری میگ و مَگ است با این تفاوت که در جوشکاری میگ و مَگ از سیم جوش توپر استفاده می شود اما در جوشکاری توپودری از سیم جوش توخالی که داخل آن پودر محافظ گرده جوش (مشابه روپوش الکترود) است استفاده می شود.
احتمال ایجاد عیوب جوشی در جوشکاری توپودری به همراه گاز محافظ کمتر از جوشکاری بدون گاز محافظ است لذا در برخی از محافل به جوشکاری توپودری به همراه گاز، جوشکاری دو سپر گفته می شود. معمولاً توصیه شده است که گاز محافظ با ترکیب مخلوط ۷۵٪ آرگون و ۲۵٪ دی اکسید کربن برای جوشکاری استفاده شود اما می توان درصد ترکیب و نوع گاز محافظ را تغییر داد که برای اطلاع بیشتر مقاله آشنایی با انواع گاز محافظ مطالعه شود.
کدام فلزات را می توان با جوشکاری توپودری (FCAW) جوش داد؟
جوشکاری توپودری (FCAW) برای جوشکاری اکثر فولادهای کربنی، جوشکاری چدن ، جوشکاری فولاد زنگ نزن و جوشکاری فولاد آلیاژی گزینه مناسبی است.
جوشکاری توپودری (FCAW) برای جوشکاری فلزات فعال و همچنین جوشکاری آلومینیوم مناسب نیست.
مزایای جوشکاری توپودری (FCAW)
مزایای اصلی جوشکاری توپودری (FCAW) به شرح زیر می باشند.
۱) برای استفاده در فضای باز و همچنین اتصال مواد ضخیم تر نسبت به جوشکاری میگ و مَگ عملکرد بهتری دارد.
۲) برای جوشکاری فولادهای آلیاژی یک گزینه بسیار مناسب است.
۳) نرخ رسوب بیشتری نسبت به جوشکاری میگ و مَگ دارد لذا یک جوشکاری با سرعت بالا بدون تأثیر منفی بر جوشکاری را تضمین می کند.
محدودیت های جوشکاری توپودری (FCAW)
محدودیت های اصلی جوشکاری توپودری (FCAW) به شرح زیر می باشند.
۱) جوشکاری توپودری (FCAW) نسبت به جوشکاری میگ و مَگ تولید دود بیشتری می کند که ممکن است دیدن حوضچه جوش را کمی دشوار کند.
۲) سیم جوش های توپودری نسبت به سیم جوش های توپر که در جوشکاری میگ و مَگ استفاده می شوند گرانتر هستند.
۳) نیاز به برداشتن گل جوش پس از هر پاس جوشکاری
کاربرد جوشکاری توپودری (FCAW)
جوشکاری توپودری (FCAW) ، یک فرآیند جوشکاری مقرون به صرفه و متداول در ساخت و ساز می باشد. همانطور که اشاره شد از آنجایی که این فرآیند جوشکاری یک فرآیند انعطاف پذیر برای جوشکاری مواد آلیاژی است در ساخت ساز های استراکچر های نفت گاز و نظامی و همچنین ساخت مخازن تحت فشار از آن زیاد استفاده می شود.
شماره فنی سیم جوش جوشکاری توپودری (FCAW)
از آنجایی که نحوه نامگذاری سیم جوش جوشکاری توپودری (FCAW) مشابه سیم جوش جوشکاری میگ و مَگ است آنها را به طور مفصل در مقاله صفر تا صد جوشکاری CO2 توضیح داده ایم، برای اطلاعات بیشتر به این مقاله مراجعه کنید و سر تیتر سیم جوش را مطالعه کنید.
بررسی تفاوت های جوشکاری FCAW-S و FCAW-G
ممکن است گاهی اوقات در کدها و استانداردهای جوشکاری به نام جوشکاری توپودری FCAW-S و FCAW-G برخورد کنید و برای شما کمی گیج کننده باشد !!! در اینجا به صورت دقیق به بررسی تفاوت های جوشکاری FCAW-S و FCAW-G خواهیم پرداخت.
در جوشکاری FCAW-S، حرف S از ابتدای عبارت انگلیسی Self-shielded می آید. در این نوع جوشکاری توپودری از گاز محافظ استفاده نمی شود و وظیفه محافظت از فلز جوش، مشابه فرآیند جوشکاری با قوس الکتریکی دستی SMAW که توسط روپوش الکترود انجام می شود این مهم توسط پودر داخل سیم جوش انجام می شود.
در FCAW-G، حرف G از ابتدای عبارت انگلیسی Gas-shielded می آید. محافظت از فلز جوش علاوه بر پودر داخل سیم جوش با دَمِش گاز محافظ تکمیل خواهد شد. این نوع فرآیند جوشکاری توپودری، به علت محافظت مضاعف از فلز جوش به نام جوش دو سپر نیز شناخته می شود که قبلاً به آن اشاره شد.”

جوشکاری قوسی کربنی
از دیگر انواع روش های جوشکاری باید به جوشکاری قوسی کربنی اشاره کنیم. جوشکاری قوسی کربنی (CAW) یک روش جوشکاری دستی است که در آن از یک الکترود کربنی برای ایجاد قوس الکتریکی استفاده می شود. الکترود کربنی معمولاً یک میله کربنی است که با یک پوشش فلزی یا غیرفلزی پوشانده شدهاست.
جوشکاری CAW یک روش نسبتاً ساده و مقرون به صرفه است که برای جوشکاری فلزات غیر آهنی مانند آلومینیوم، مس و برنج استفاده می شود.
جوشکاری قوسی تیگ
جوشکاری قوسی تیگ (TIG) یا جوشکاری تنگستن گاز خنثی، یک روش جوشکاری قوسی است که در آن از یک الکترود غیر مصرف شونده از جنس تنگستن برای ایجاد قوس الکتریکی استفاده می شود. قوس الکتریکی بین الکترود تنگستن و قطعه کار ایجاد میشود و گرمای مورد نیاز برای ذوب کردن فلز را فراهم میکند.
در جوشکاری قوسی تیگ، از یک گاز محافظ برای جلوگیری از اکسیداسیون و سایر واکنشهای شیمیایی با فلز مذاب استفاده میشود. گاز محافظ معمولاً آرگون یا مخلوطی از آرگون و هلیم است.
جوشکاری قوسی تیگ یک روش جوشکاری دقیق و باکیفیت است که برای جوشکاری فلزات با ضخامت کم تا متوسط مناسب است. این روش برای جوشکاری فلزاتی مانند فولاد ضد زنگ، آلومینیوم، مس، برنج و تیتانیوم استفاده میشود.
جوشکاری قوسی پلاسما
در ادامه آشنایی با روش های مختلف جوشکاری باید با جوشکاری پلاسما آشنا شویم. جوشکاری قوسی پلاسما (PAW) یک روش جوشکاری خودکار یا نیمه خودکار است که در آن از یک الکترود غیر مصرف شونده برای ایجاد قوس الکتریکی استفاده میشود. قوس الکتریکی در یک گاز محافظ ایجاد می شود که باعث ایجاد پلاسما میشود. پلاسما یک حالت پلاسمای داغ است که می تواند فلزات را تا دمای ذوب برساند.
جوشکاری PAW یک روش بسیار دقیق و کنترل شدهاست که برای جوشکاری فلزات با ضخامت کم مناسب است.
انتخاب روش جوشکاری قوسی مناسب به عوامل مختلفی بستگی دارد، از جمله نوع فلزات مورد جوشکاری، ضخامت فلزات، سرعت و دقت مورد نیاز و هزینه.
جوشکاری لیزر
جوشکاری لیزر از روش های مرسوم جوشکاری صنعتی است. جوشکاری لیزر یک روش جوشکاری ذوبی است که در آن از پرتو لیزر برای ایجاد گرمای مورد نیاز استفاده می شود. پرتو لیزر می تواند بسیار داغ باشد و فلزات را به دمای ذوب برساند.
جوشکاری لیزر یک روش جوشکاری بسیار دقیق و با کیفیت است که برای جوشکاری فلزات با ضخامت کم تا متوسط مناسب است.

بیشتر بخوانید:
آشنایی با ابزار جوش و برش رونیکس
جوشکاری پرتو الکترونی
جوشکاری ذوبی با پرتو الکترونی (EBW) یک روش جوشکاری است که در آن از پرتو الکترونهای پرسرعت برای ذوب کردن لبههای قطعات فلزی استفاده میشود. این فرآیند جوشکاری در خلاء انجام میشود تا از اکسیداسیون فلزات جلوگیری شود.
در جوشکاری ذوبی با پرتو الکترونی، یک تفنگ الکترونها به قطعات فلزی هدف قرار میگیرد. الکترونها در اثر برخورد با اتمهای فلز، انرژی خود را از دست میدهند و باعث ذوب شدن فلز میشوند. سپس این فلز ذوب شده با هم ترکیب میشوند و یک جوش ایجاد میکنند.
جوشکاری ذوبی اکسی گاز
جوشکاری ذوبی اُکسی گاز (OFW) یک روش جوشکاری است که در آن از شعله گاز برای ذوب کردن لبههای قطعات فلزی استفاده میشود. این فرآیند جوشکاری یک روش ساده و مقرون به صرفه است که برای جوشکاری فلزات با ضخامت کم تا متوسط مناسب است.
در جوشکاری ذوبی اُکسی گاز، از یک مشعل جوشکاری استفاده میشود که دو جریان گاز را مخلوط میکند.
آشنایی با جوشکاری غیر ذوبی و معرفی انواع آن
در روش غیر ذوبی بر خلاف روش ذوبی، فلزات و قطعات کار خاصیت اولیه خود را از دست نمیدهند. در این روش جوشکاری قرار نیست با گرما همراه باشد. در روش جوشکاری غیر ذوبی از مکانیزم نفوذ قطعات جامد استافده میشود.
این روش نیز انواع مختلفی دارد که در ادامه به آنها اشاره میکنیم.
جوشکاری مقاومتی
جوشکاری مقاومتی یک روش جوشکاری غیرذوبی است که در آن لبههای قطعات فلزی با جریان الکتریکی زیاد به هم فشرده میشوند تا به هم بچسبند. جوشکاری مقاومتی دارای روشهای متفاوتی است که هر کدام را جداگانه توضیح میدهیم.
اینورتر پاور پلاس رونیکس مدل RH-4602
جوشکاری مقاومتی نقطهای
در جوشکاری نقطهای، دو قطعه فلزی در نقطهای خاص به هم فشرده میشوند و جریان الکتریکی زیادی از محل تلاقی آنها میگذرد. این جریان الکتریکی باعث ذوب شدن لبههای قطعات در نقطه تماس میشود و سپس این فلز ذوب شده با هم ترکیب میشوند و یک جوش ایجاد میکنند.
جووشکاری مقاومتی درز جوش
در جوشکاری درز، دو قطعه فلزی در امتداد یک خط مستقیم به هم فشرده میشوند و جریان الکتریکی زیادی از طریق آنها عبور میکند. این جریان الکتریکی باعث ذوب شدن لبههای قطعات در امتداد خط تماس میشود و سپس این فلزات ذوب شده با هم ترکیب میشوند و یک جوش ایجاد میکنند.
جوشکاری درز یک روش جوشکاری بسیار سریع و ساده است و برای جوشکاری قطعات باریک و بلند مناسب است.
جوشکاری اصطکاکی
از دیگر روشهای جوشکاری غیرذوبی میتوان به جوشکاری اصطکاکی اشاره کرد. در این روش، یک قطعه کار ثابت و قطعه کار دیگر در حال گردش است. نقطه تماس این دو قطعه کار، پس از بالارفتن دما به دلیل اصطکاک این دو قطعه، محل اتصال به حالت خمیری درآمده جوش پدید میآید.
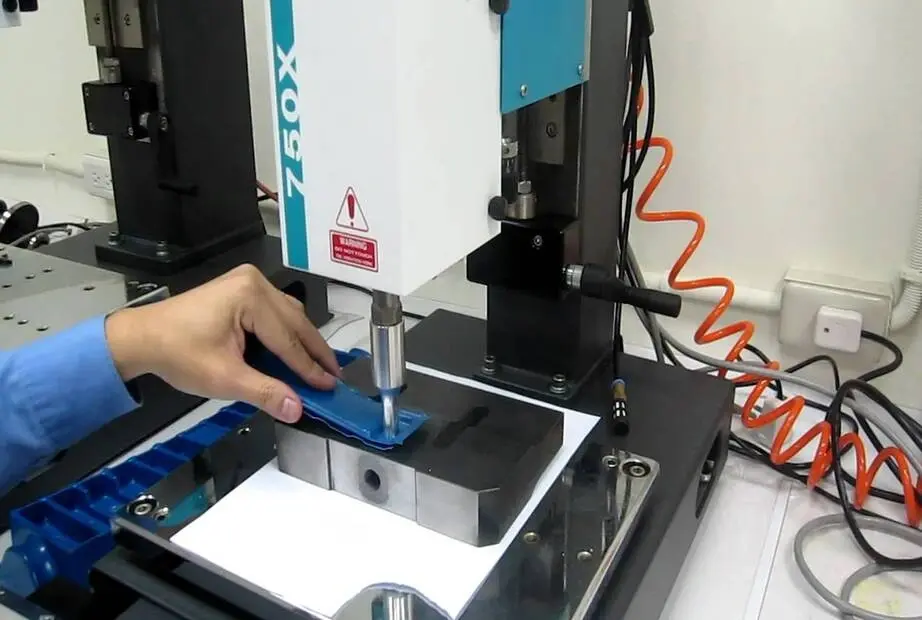
جوشکاری فراصوت
در جوشکاری التراسونیک یا فراصوت، لبههای قطعات فلزی با امواج صوتی با فرکانس بالا به هم فشرده میشوند تا به هم بچسبند. این روش جوشکاری برای جوشکاری فلزات نازک و حساس، مانند فولاد ضد زنگ و آلومینیوم، مناسب است.
جوشکاری انفجاری
جوشکاری انفجاری یک روش جوشکاری است که در آن از نیروی انفجار برای اتصال دو یا چند قطعه فلزی استفاده میشود. این روش جوشکاری برای جوشکاری قطعات فلزی با ضخامت زیاد مناسب است.
در جوشکاری انفجاری، دو قطعه فلزی با فاصله مشخصی از هم قرار میگیرند و سپس با استفاده از مواد منفجره، یک موج انفجار ایجاد میشود. این موج انفجار باعث میشود که لبههای قطعات فلزی به هم برخورد کنند و به هم بچسبند.
فاکتورهای انتخاب روش جوشکاری
پس از آشنایی با تمام روشهای جوشکاری بد نیست در مورد انتخاب روش جوشکاری نیز بدانیم. انتخاب روش جوشکاری مناسب برای هر پروژه به عوامل مختلفی بستگی دارد. این فاکتورها تعیین میکنند که کدام روش برای شرایط خاص مناسبتر است و میتواند نتیجه بهتری را ارائه دهد. در ادامه به بررسی مهمترین فاکتورهای انتخاب روش جوشکاری میپردازیم.
- نوع و ضخامت مواد:
یکی از اولین فاکتورهایی که باید در نظر گرفت، نوع و ضخامت موادی است که قرار است جوش داده شوند. برخی از روشهای جوشکاری برای مواد نازک مناسبتر هستند، ولی برخی دیگر برای مواد ضخیم کاربرد دارند. مثلاً، جوشکاری قوس الکتریکی برای فلزات ضخیم و جوشکاری با لیزر برای مواد نازکتر مناسب است. - شرایط محیطی:
شرایط محیطی محل جوشکاری نیز اهمیت زیادی دارد. عواملی مانند دما، رطوبت و وجود مواد آلاینده بر کیفیت جوش تأثیر میگذارند. برای مثال، در شرایط بیرونی که باد شدید وجود دارد، ممکن است جوشکاری نیازمند استفاده از روشهایی مانند جوشکاری زیر پودری باشد. - هزینه و زمان:
هزینههای مرتبط با تجهیزات، مواد مصرفی و نیروی کار، همچنین زمان مورد نیاز برای انجام جوش، از دیگر فاکتورهای مهم هستند. برای پروژههایی که سرعت اجرا مهم است، ممکن است به جای روشهای سنتی به استفاده از جوشکاری اتوماتیک رو بیاورند. - کاربرد نهایی محصول:
کاربرد نهایی قطعه یا سازهای که قرار است جوش داده شود نیز از اهمیت بالایی برخوردار است. برخی از روشهای جوشکاری برای سازههای با تنش بالا مناسبترند، در حالی که برخی دیگر برای قطعات تزئینی یا دارای کاربرد خاص انتخاب میشوند.
در نهایت، انتخاب روش جوشکاری باید با توجه به تمامی این عوامل و با در نظر گرفتن نیازهای پروژه انجام شود. از طرفی، گاهی نیاز است از جوشکاری به چند روش استفاده شود. این فرآیند نیازمند تجربه و دانش فنی است و باید با دقت بالا صورت گیرد تا نتیجه مطلوب حاصل شود.

ایمنی در کار
رعایت نکات ایمنی در جوشکاری از اهمیت بالایی برخوردار است، چراکه این فرآیند ممکن است به آسیبهای جدی مانند سوختگی، برقگرفتگی و آسیب به چشمها منجر شود. برای حفظ ایمنی، استفاده از تجهیزات حفاظتی مانند ماسک جوشکاری، دستکش و لباسهای ضد حرارت الزامی است. همچنین، شناخت و آشنایی با تمام روشهای جوشکاری به جوشکاران کمک میکند تا در هر روش خاص، اقدامات ایمنی مناسب را به کار بگیرند.
هر روش جوشکاری ممکن است خطرات خاص خود را داشته باشد؛ بنابراین داشتن دانش کافی و تجربه در انتخاب و استفاده از تجهیزات ایمنی ضروری است.نکته دیگر این است که در جوشکاری به چند روش مختلف، از جمله جوشکاری گاز، جوشکاری قوس الکتریکی و جوشکاری لیزری، خطرات متفاوتی وجود دارد. برای مثال، در جوشکاری گاز احتمال انفجار گازهای اشتعالزا وجود دارد، در حالی که در جوشکاری قوس الکتریکی، احتمال برقگرفتگی بیشتر است. آشنایی با تمام روشهای جوشکاری و توجه به نکات ایمنی مربوط به هر یک از این روشها میتواند به کاهش خطرات و افزایش ایمنی در محیط کار کمک کند.
سخن آخر
در این مقاله روش های مرسوم جوشکاری را نام برده و کاربرد هرکدام را توضیح دادیم. جوشکاری یک عملیات حرفهای است که جدا از مهارت و تخصص نیاز به ابزار دارد. رونیکس به عنوان متنوعترین برند سازنده ابزار در ایران، ابزار جوشکاری را در بالاترین کیفیت، در اختیار مصرفکنندگان قرار دادهاست.
سوالات متداول
رونیکس کدام ابزار جوش و برش را تولید میکند؟
رونیکس به عنوان متنوعترین برند ابزار ایران، انواع ابزار جوش و برش از اینورتر جوشکاری تا ابزار جوش لوله، پیک جوش و مانومتر را در بالاترین کیفیت تولید و به بازار عرضه کردهاست.
اینورترهای رونیکس را چطور خریداری کنیم؟
برای خرید اینورترهای رونیکس و دیگر ابزار ساخته این برند میتوانید به ابزارفروشیهای سراسر کشور مراجعه کنید.
تفاوت جوشکاری ذوبی و غیر ذوبی چیست؟ در جوشکاری ذوبی، قطعات کار بر اثر گرمای زیاد ذوب شده و اتصال پدید میآید. اما در جوشکاری غیر ذوبی، نیروی مکانیکی بیشترین تاثیر را در اتصال قطعات دارد.





بهترین روش جوشکاری برای زیر آب چه نوع جوشکاری هست؟کدوم دستگاه جوشکاری رونیکس مناسب جوشکاری زیر آب هست؟
همراه گرامی سلام. از دو روش جوشکاری خشک و مرطوب استفاده میشود. دستگاههای جوشکاری رونیکس برای جوشکاری در زیر آب طراحی نشدهاند.