
- دقیقه 7
- 1947
- 2 نظر

به قلم گلناز دینلی
8 آذر 1403
قطب مثبت و منفی دستگاه جوش چیست؟ اگر بهتازگی به حرفه جوشکاری علاقهمند شدهاید، باید بدانید که تبدیلشدن به یک جوشکار ماهر نیازمند دانش عمیق و درک دقیق از فرآیند جوش با ابزار جوشکاری است. شناختن قطب مثبت و منفی دستگاه جوش جزء اولین مباحثی است که باید یاد بگیرید و به آن مسلط باشید تا بتوانید بینقص و ایمن کار کنید.
هر دستگاه جوش یک قطب مثبت و یک قطب منفی دارد. برای شروع جوشکاری باید الکترود و فلز پایه را به دستگاه وصل کنید (هرکدام را به یکی از قطبها) تا با روشنشدن دستگاه جوشکاری، یک مدار الکتریکی ایجاد شود. اما سوال اصلی این است که الکترود را به کدام قطب وصل کنیم؟ فلز پایه را چه؟
در این مطلب از مجله رونیکس میخواهیم همهچیز را درباره دو قطب مثبت و منفی در دستگاه جوشکاری توضیح دهیم. بعد از خواندن این متن و رعایت نکات آن، میتوانید تغییر را در کارتان ببینید. آمادهاید شروع کنیم؟
رونیکس را بخوانید.
با کاربرد قطب مثبت و منفی دستگاه جوش آشنا شوید
یکی از نکاتی که بسیاری از جوشکارهای تازهکار نمیدانند این است که انتخاب قطب مناسب میتواند تعیینکننده کیفیت، دقت و ایمنی کار باشد. اگر قطبها بهدرستی انتخاب نشوند، جوش خوبی ایجاد نمیشود و مشکلاتی مثل پاشش زیاد، نفوذ ناکافی و کنترل ضعیف قوس جوشکاری هم بهوجود میآید.
هرکدام از این دو قطب کارکرد و ویژگیهای منحصربهفردی دارند که بسته به نوع جوشکاری مورد نظر باید از آنها استفاده کنید.
بیشتر بخوانید: همه چیز درباره دستگاه جوش اینورتر و ویژگی های آن
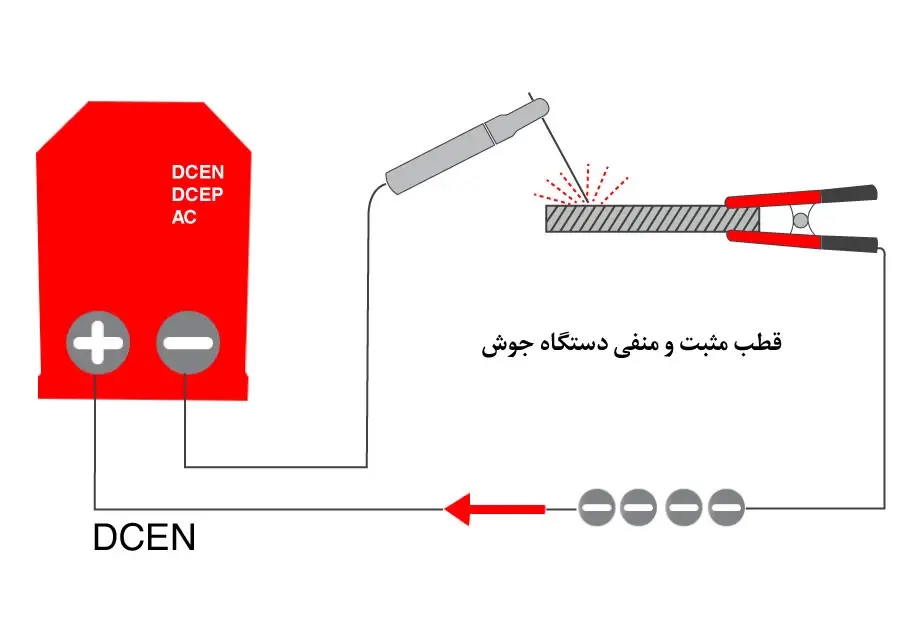
- قطب منفی یا مستقیم (DCEN – Direct Current Electrode Negative)
برای کار با قطب منفی دستگاه جوش باید الکترود را به قطب منفی و فلز پایه را به قطب مثبت دستگاه متصل کنید. DCEN اغلب برای جوشکاری فلزات نازکتر مناسب است؛ زیرا نرخ ذوب بالاتری دارد که میتواند برای پرکردن سریعتر جوش مفید باشد. این حالت معمولاً پاشش کمتری دارد و قوس پایدارتری ایجاد میکند. پس برای جوشکاری دقیقتر مناسب است.
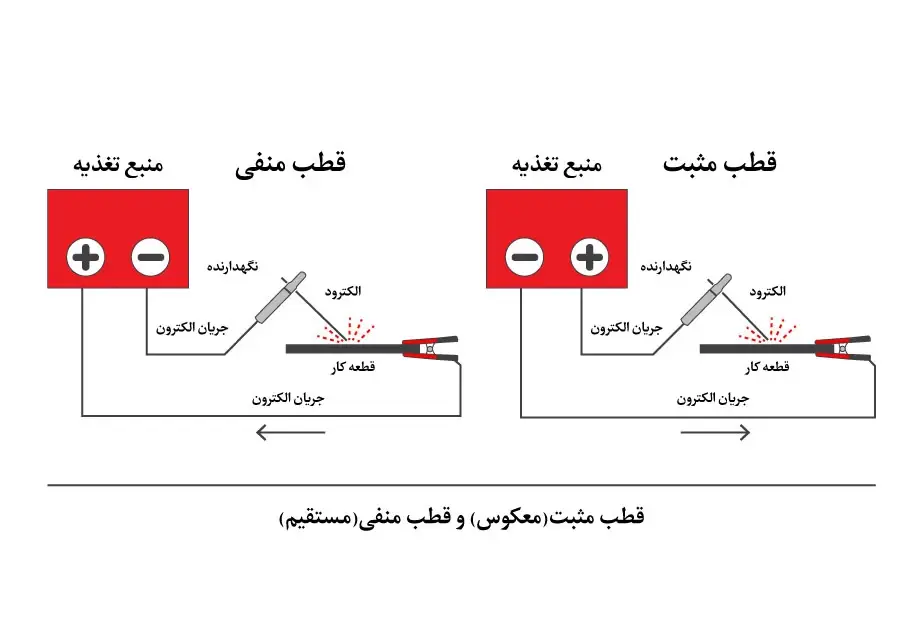
- قطب مثبت یا معکوس (DCEP – Direct Current Electrode Positive)
برای کار با DCEP دستگاه جوش باید الکترود را به قطب مثبت و فلز پایه را به قطب منفی دستگاه متصل کنید. قطب مثبت برای جوشکاری فلزات ضخیمتر و نفوذ بیشتر در جوش فوقالعاده است؛ زیرا حرارت بیشتری در نقطه تماس الکترود تولید میکند. برای کارهایی که نیاز به عمق بیشتر جوش دارند (مثلا اتصال فولاد ضخیم) از این جوش استفاده کنید.
تاثیر قطب مثبت و منفی دستگاه جوش بر جوشکاری
در روشهای مختلف جوشکاری انتخاب قطب مناسب تأثیر زیادی بر کنترل قوس، نفوذ جوش و پاشش آن دارد. همانطور که گفتیم، قطب منفی به کنترل بهتر قوس و کاهش پاشش کمک میکند؛ درحالیکه قطب مثبت برای ایجاد نفوذ عمیقتر مطلوب است. البته باید این نکته را هم بدانید که تنظیمات قطب به نوع الکترود و مواد مورد استفاده هم بستگی دارد. بنابراین ممکن است برای مادهدها و ضخامتهای مختلف، نیاز به تغییر قطب داشته باشد.
مقایسه قطب مثبت و منفی در دستگاه جوش
در قسمتهای قبل قطب مثبت و منفی دستگاه جوش را بهطور کامل بررسی کردیم و ویژگیهای هرکدام را توضیح دادیم. جدول زیر برآیند همه نکات قبلی است و به شما کمک میکند تا این دو قطب را در یک نگاه با هم مقایسه کنید.
| جدول مقایسه قطب مثبت و منفی دستگاه جوش | ||
| ویژگی | قطب منفی (DCEN) | قطب مثبت (DCEP) |
| نوع جریان | مستقیم (DC) | مستقیم (DC) |
| الکترود | به قطب منفی متصل میشود | به قطب مثبت متصل میشود |
| فلز پایه | به قطب مثبت متصل میشود | به قطب منفی متصل میشود |
| نرخ ذوب | بالا | پایین |
| پاشش | کم | زیاد |
| ثبات قوس | بالا | پایین |
| نفوذ جوش | کم | زیاد |
| کاربرد | فلزات نازکتر، جوشکاری دقیقتر | فلزات ضخیمتر، نیاز به نفوذ عمیقتر |
| مزایا | کنترل بهتر قوس، پاشش کمتر | نفوذ عمیقتر |
| معایب | نفوذ کم | پاشش بیشتر، کنترل ضعیفتر قوس |
بیشتر بخوانید: چرخه عملکرد دستگاه جوش اینورتر چیست؟
نکات قطب مثبت و منفی دستگاه جوش
حالا که با موضوعات ابتدایی و کلی قطبهای مثبت و منفی دستگاه جوش آشنا شدید، وقت آن رسیده که کمی عمیقتر شویم و به نکات پیشرفتهتری درباره این موضوع بپردازیم.
نکته اول: انتخاب قطب و پدیده ترانسفر حرارتی
- در قطب مثبت:
در حالت قطب مثبت (DCEP) بیشتر حرارت در نوک الکترود تولید میشود. این حرارت بالا باعث میشود که فلز مذاب بهخوبی در عمق فلز پایه نفوذ کند، اما ممکن است باعث افزایش خطر تخریب حرارتی در الکترودهای حساس به گرما شود.
- در قطب منفی:
در حالت قطب منفی (DCEN)، اکثر حرارت در فلز پایه متمرکز میشود که به سرعت بالای ذوب و پایداری قوس کمک میکند. این حالت برای جوشکاری سطوح نازک مناسب است و از تجمع بیشازحد حرارت جلوگیری میکند.
نکته دوم: تاثیر قطبهای مختلف متفاوت بر پاشش جوش
- در قطب مثبت:
پاشش در حالت قطب مثبت میتواند بیشتر باشد؛ زیرا حرارت بالا در نوک الکترود باعث تبخیر سریع و نامتعادل فلز مذاب میشود.
- در قطب منفی:
پاشش در حالت قطب منفی کمتر است که این به نفع جوشکاریهایی است که نیازمند ظرافت بالا و سطح تمیز بیشتر هستند.

نکته سوم: الکترودهای مختلف و انتخاب قطب
اینکه از کدامیک از انواع الکترود جوشکاری استفاده کنید، در انتخاب قطب موثر است. برخی الکترودها بسته به ترکیب شیمیایی و قطر خود، تحت شرایط قطبی مختلف، عملکردهای متفاوتی دارند. مثلا الکترودهای روکشدار احتمالا در قطب مثبت نفوذ بیشتری دارند؛ درحالیکه الکترودهای لخت در قطب منفی بهتر عمل میکنند.
نکته چهارم: اهمیت انتخاب قطب در انواع خاص جوشکاری
در جوشکاری TIG و MIG انتخاب قطبها نقش کلیدی در کنترل و پایداری قوس دارد.
- برای کمترکردن کردن پاشش و افزایش کنترل در جوشکاری TIG معمولاً از DCEN استفاده میشود.
- در جوشکاری MIG استفاده از DCEP معمول است؛ زیرا میخواهیم حداکثر نفوذ را داشته باشیم.
نکته پنجم: اثر انتخاب قطب بر عمر الکترود و کارایی دستگاه جوش
انتخاب قطب مناسب میتواند بهطور قابل توجهی بر عمر الکترود و کارایی کلی دستگاه جوش تأثیر بگذارد. در حالت قطب مثبت، به دلیل حرارت بالایی که در نوک الکترود ایجاد میشود، الکترود با سرعت بیشتری ساییده میشود و نیاز به تعویض مکرر دارد. برعکس، در حالت قطب منفی، کمترین سایش رخ میدهد و به افزایش طول عمر الکترود و کاهش هزینههای جاری کمک میکند.
انتخاب درست قطبیت در دستگاه جوش بر اساس جنس متریال، ضخامت فلز و نوع الکترود میتواند به بهبود کیفیت جوش و افزایش بهرهوری در پروژههای جوشکاری کمک کند. این انتخاب هوشمندانه نهتنها به افزایش دوام و مقاومت اتصالات جوشکاریشده کمک میکند، بلکه میتواند به کاهش هزینههای تعمیر و نگهداری در آینده هم منجر شود.
بیشتر بخوانید: اینورتر 200 آمپر RH-4607K

به نقل از سایت وینر در مورد قطب مثبت و منفی دستگاه جوش میتوان گفت:
“قطب مستقیم و معکوس ، اصطلاحات رایج قطب منفی الکترود و قطب مثبت الکترود هستند . جریان جوشکاری با قطب مثبت الکترود ( قطب معکوس ) سبب نفوذ بالای جوش می شود . در حالی که قطب منفی الکترود ( قطب مستقیم ) دارای مزیت سرعت بالای ذوب شدن است . همچنین باید به این نکته توجه داشت که گازهای محافظ نیز تاثیر بسزایی در جوشکاری دارند.”
سخن آخر
خب این هم از این. حالا شما یک قدم جلوتر رفتهاید و میتوانید ادعا کنید که نسبت به بسیاری از همکارانتان دانش بیشتری دارید؛ دانشی که به شما کمک میکند تا کیفیت کارتان را بهتر کنید و جوشهای بهتر، محکمتر و ظریفتری بزنید. با درک عمیق نحوه عملکرد و تاثیرات قطب مثبت و منفی دستگاه جوش میتوانید پروژههای جوشکاری خود را با بالاترین استانداردهای کیفیت و ایمنی انجام دهید.
ما در رونیکس همراه شما هستیم تا با ارائه تازهترین اطلاعات علمی و تجربی و همچنین با تامین بهروزترین انواع ابزار جوش و برش مسیر حرفهای شما را تغییر دهیم به شما کمک کنیم تا مسیر پیشرفت را با سرعت طی کنید.
سوالات متداول
چه زمانی باید از قطب مثبت (DCEP) در دستگاه جوش استفاده کنم؟
از قطب مثبت برای جوشکاری فلزات ضخیم و کارهایی که نیاز به نفوذ عمیقتر جوش دارند (مثلا اتصال فولاد ضخیم) استفاده میشود.
آیا میتوان در حین جوشکاری، قطبیت دستگاه را تغییر داد؟
بله. در برخی موارد ممکن است لازم باشد در حین جوشکاری، قطبیت دستگاه را تغییر دهید تا بتوانید از ویژگیهای هر دو قطب استفاده کنید. اما این کار باید با دقت و طبق دستورالعملهای ایمنی انجام شود.
تفاوت اصلی بین پاشش جوش در قطب مثبت و منفی چیست؟
در قطب مثبت، حرارت بالا در نوک الکترود باعث تبخیر سریع و نامتعادل فلز مذاب میشود که منجر به پاشش بیشتر میشود. در قطب منفی، پاشش کمتر است و به ما کمک میکند تا جوشهای ظریف و تمیز بزنیم.






بالاخره فهمیدم خیلی ممنون
از راهنماییتون بینهایت تشکر خیلی 👍
❤️💚❤️💚✅️